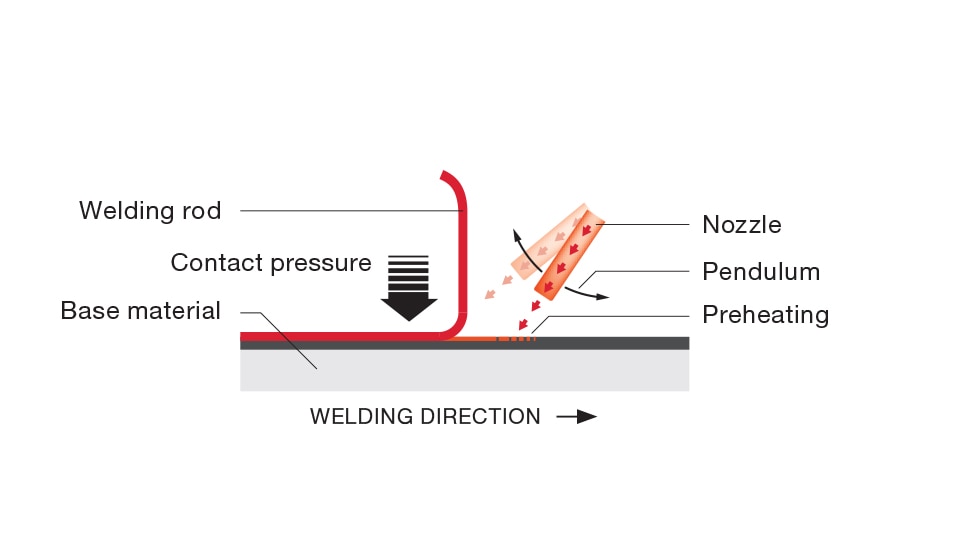
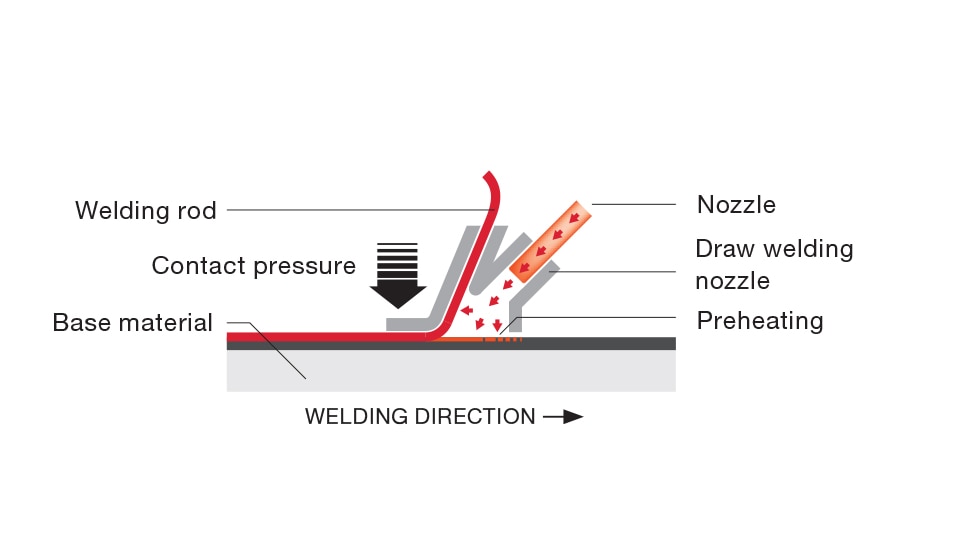
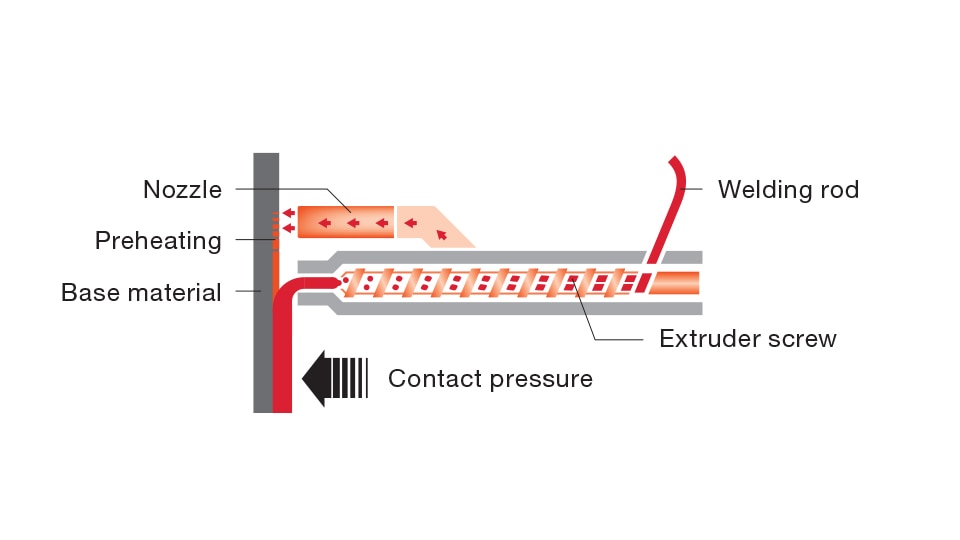
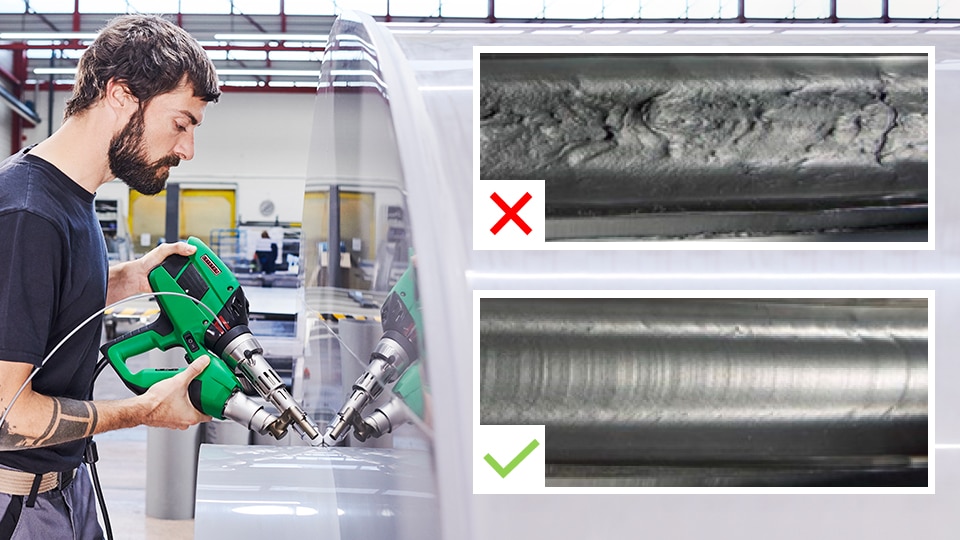
Extrusion and hot-air hand welders

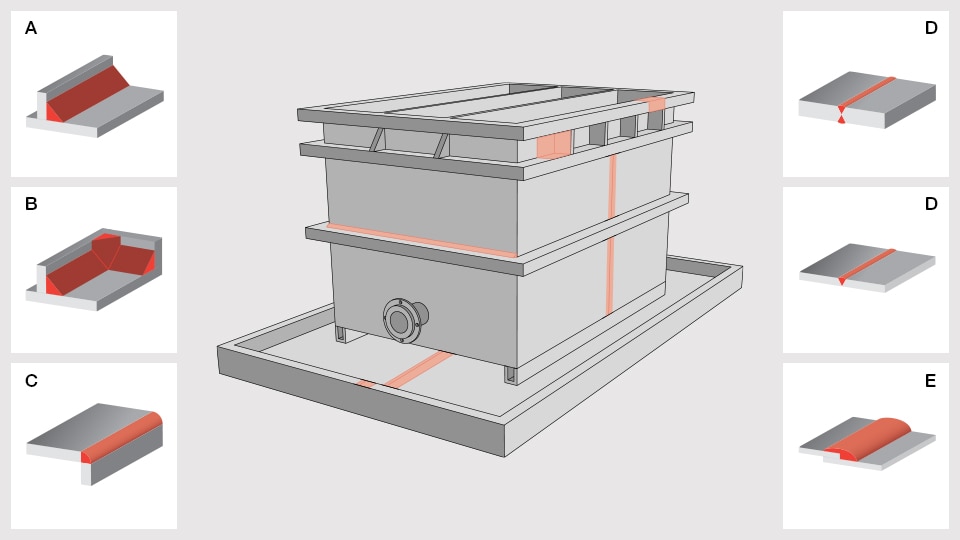
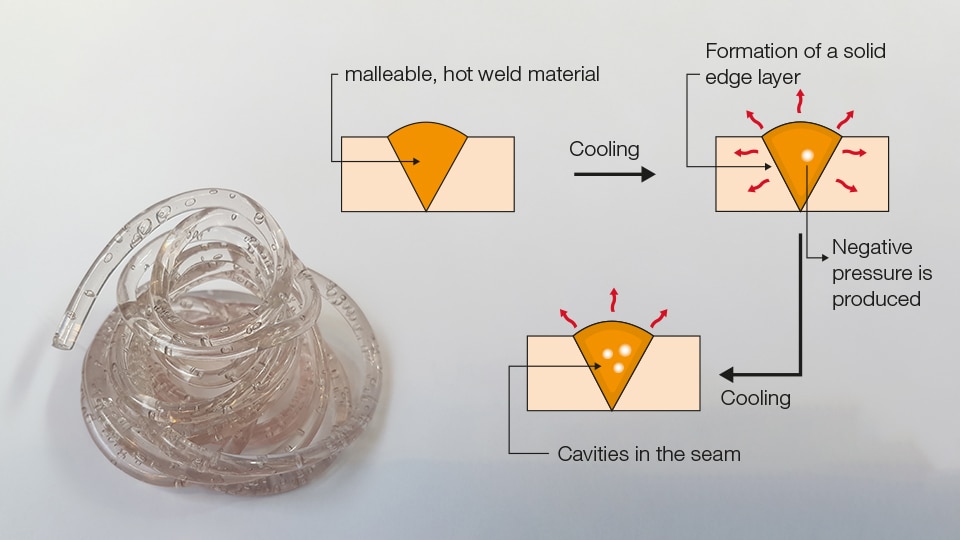
With plastic welding, workpieces made of thermoplastic are joined inseparably to one another using a combination of thermal energy and pressure. Central factors are welding speed and the length of the welding process. Plastic welding is used in many areas: For the processing of tarpaulins and plastic sealing sheets, on the roof, in earthworks, hydraulic engineering or tunnel construction, for floor coverings, in vehicle repairs and in equipment construction.
Questions? Please contact us.
Do you have any questions? Would you like to give us feedback? Do not hesitate to contact us.